Sub-Assembly to Achieve Takt Time
Sub-assembly and direct line feed solution that enabled a major aircraft seating manufacture achieve target takt time in production.
A global aircraft seating manufacturer needed a sub-assembly service to achieve a balanced takt time on their production line.
Major Aerospace Company (under NDA)
Civil Aircraft Interiors
Sourcing, SMI/CMI, assembly, warehousing, lineside feed/production support services.
2 months
- 2 weeks’ buffer stock of assembled seat backs of various configurations to allow operation schedule flexibility.
- Full traceability to program on all constituent parts.
- Delivery to line within one hour of pull signal.
Client Requirement
The client’s seat design included a sub-assembly that posed a number of challenges including difficult to fit components (a back diaphragm), and multiple small items. The result was an assembly stage with a high degree of time variance that typically exceeded the planned takt time for the seat build, extending cycle times, and threatening the client’s ability to meet production schedules.
RTA was tasked with developing a parallel assembly operation that maintained a buffer stock of at least two weeks’ of production support stock of the sub-assembly for delivery direct to the line in response to production schedule pull signals. As the supply was direct to line, delivery and quality were critical so that the sub-assemblies could be reliably fitted within takt for that build stage.
The Solution
Strategy
We assessed the scope of the sub-assembly, including the time to fit during the client’s build on the line. The total build time for the sub-assembly was critical to ensure that support stock levels could be adequately maintained even if the client’s build program meant multiple lines pulling material so we knew we needed to understand the constraints that prevented the client from being able to complete the assembly on the line. Communication of production schedules and pull signals, aligned with assembly planning and finished goods staging, with reusable delivery mechanisms completed the strategic outline.
Design
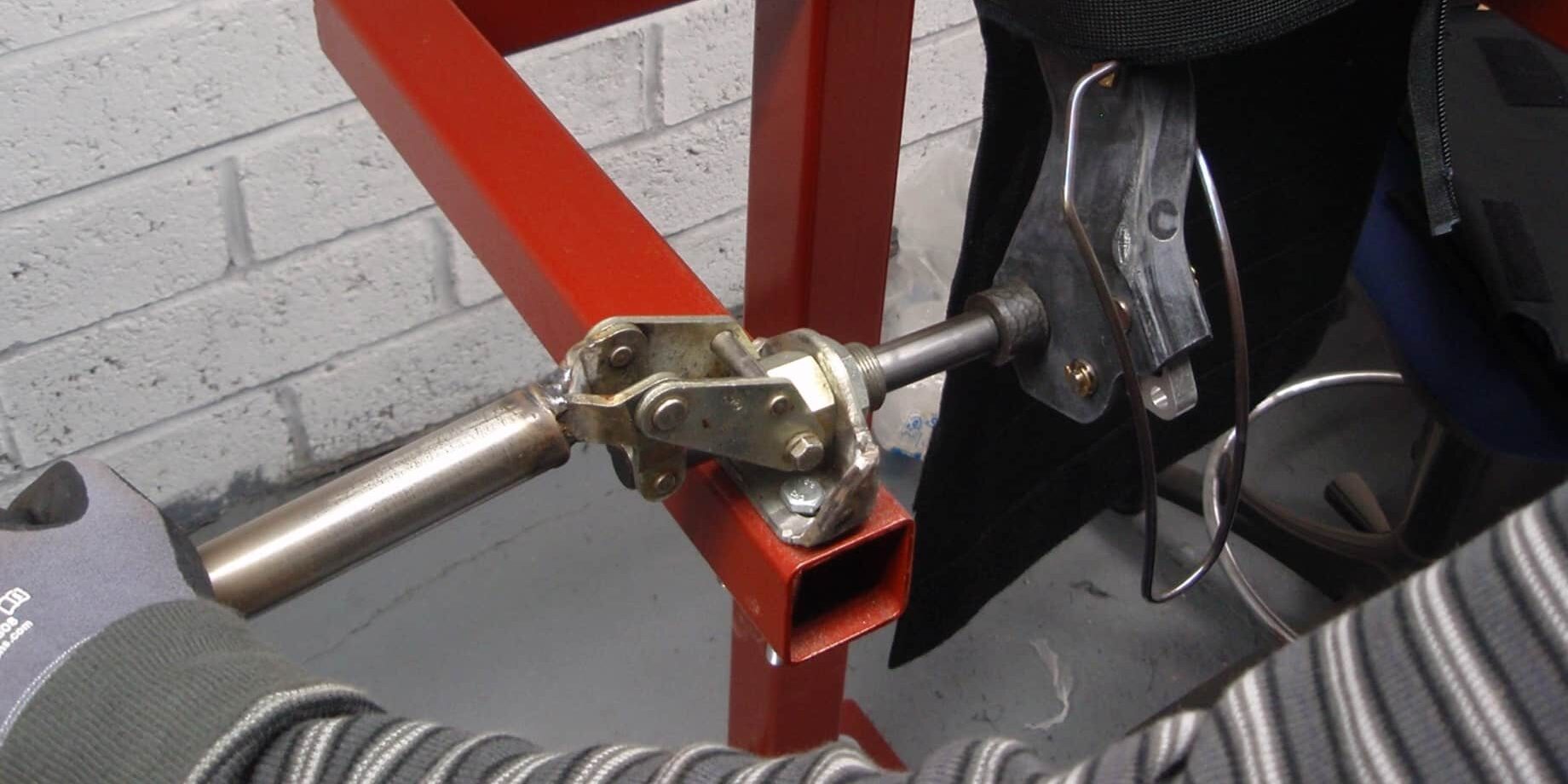
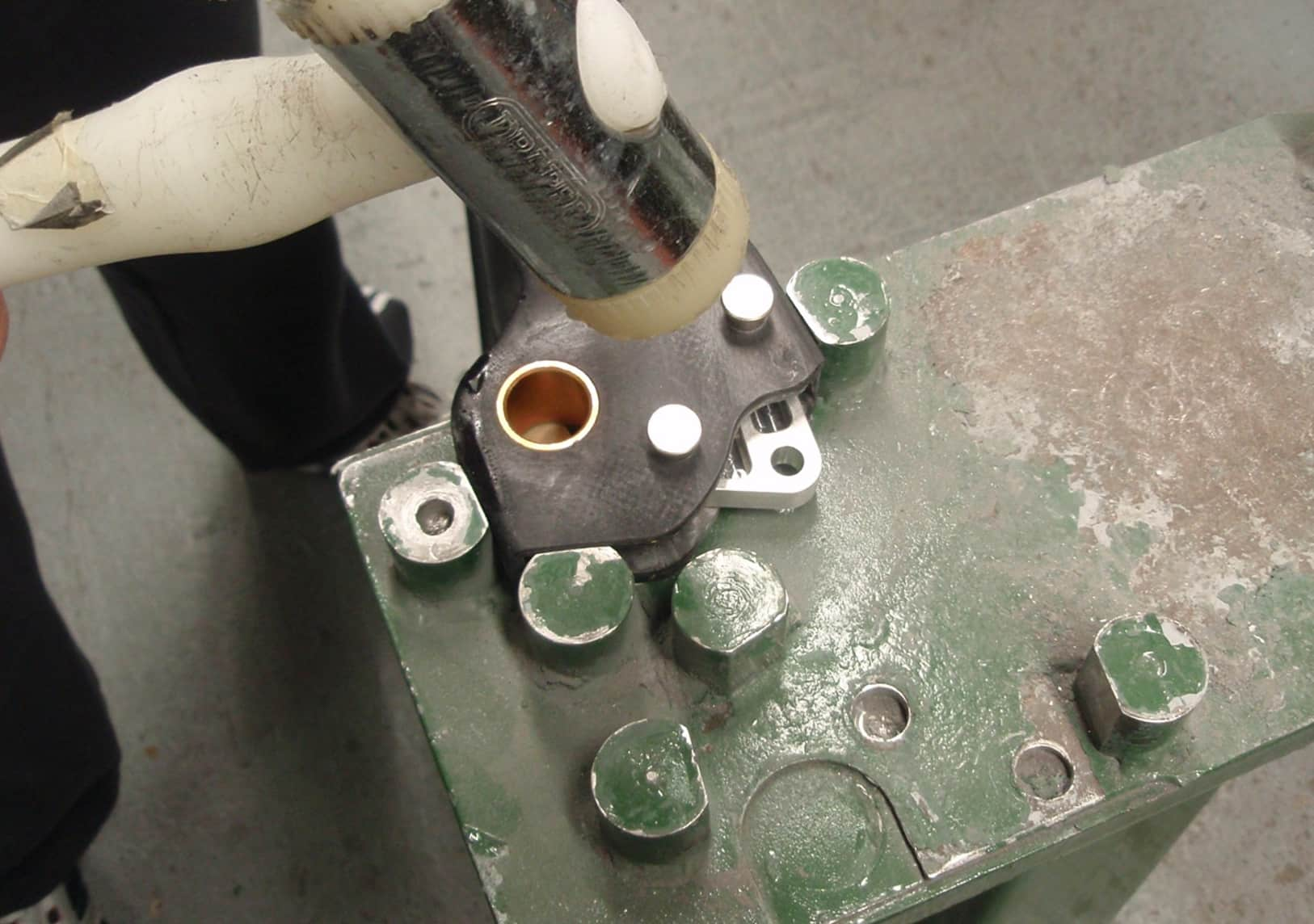
One key assembly pain point was identified in the sub-assembly build which contributed significantly to extended cycle times. To address this RTA designed an assembly jig that allowed the main structure to be compressed within safe limits to allow the mating part to be easily fitted. The jig design allowed the same tension to be applied and released in the same way every time in seconds. This stage fed into a balanced assembly cell to maximise efficiency. Each cell then loaded the sub-assemblies into purpose-built carts for immediate staging ready for delivery. Additional jigs provided poke-yoke mistake proofing for handed components.
Execution
We dedicated 1000 square feet within the facility for the operation. Floor plans were laid out to ensure uninterrupted material flow. Build stages were timed and balanced to ensure each bench was pre-set with the correct material storage and tooling. Swim lanes were generated in the despatch area so that staged product was immediately identifiable against its associated production line. Lastly the pull signal receipt, and product delivery times were recorded to calculate a capability index for the service.

The outcome

“RTA took the time to really understand our assembly issues and were able to identify a robust solution. Their innovative jig design was a game changer that enabled us to maximise the potential from our lines”
Program Manager Major Aerospace Company
Ready to work together
Get in touch with our team to discuss how RTA can support your operations.